


装盒机技术
产品中心
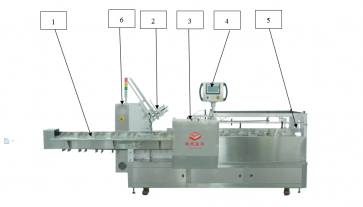
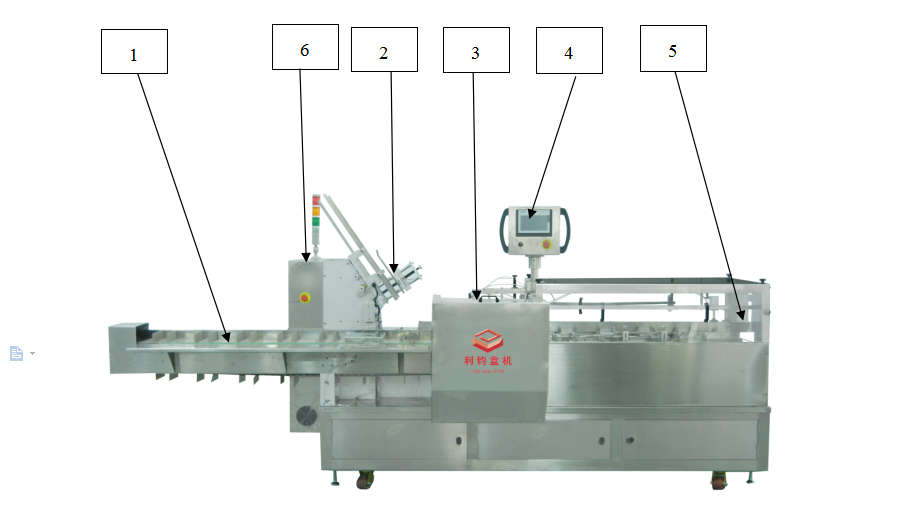
目前本公司生产的包装设备是由我公司自主设计、生产、安装、调试的新一代纸 盒自动包装机,与同类型相比,技术领先,其造型大方,结构紧密,性能可靠。对各种类型的纸盒都可应用,可针对各种特殊纸盒量身定做。具有速度快,粘盒结实等优点。
本机是集开盒、装料、折盒、封盒为一体的包装机,适用于多品种,多规格的纸盒包装,由PLC微电脑控制,自动报警,故障提示.采用人机界面控制,操作简单,维护方便等特点.封盒系统具有自动折盒、封盒等功能,无须人手, 一次性快速完成。粘盒程序及成品合格率高等优点,深受广大用户欢迎。
整机架及接触物料的部件全部采用优质不锈钢和铝材,表面进行了抛光处理,外形美观大方,不污染环境。
如需了解我司的更多装盒机机型及其装盒机案例,请点击访问【装盒机机型】及【装盒机案例】
装盒机适用于各种药品的包装、食品的包装、化妆品的包装及相关行业的小型器皿的包装,使用范围广泛,同时根据用户的不同使用要求,可定期更换产品,装配及调试简便,即适用于大批量单一品种的生产,同时又可以满足用户小批量多品种的生产。
由于包装盒的好坏直接影响到最后的包装质量,因此,本机对包装盒的质量有较高的要求。一般纸盒用纸250g/m2-350g/m2进口白板制成,同时对包装盒的制作工艺有一定的要求。
对本机说明书用纸的要求为:40g/m2-70g/m2纸,要求剪裁平整洁净,无纸毛,无卷边、荷叶边、砂粒、硬质块及在不加力作用下的分层现象。
请仔细检查机器是否保持正常情况和完善状态,同时根据《装箱清单》清检机器的各部件是否完善,如发现有任何部件缺损,请速与我公司取得联系。
机器用木箱固定运输,机器四个螺丝脚处加木方固定,防止机器滑动。
机器必须安装在较为平坦的地面,当机器安装完毕后,应用水平仪检查整机是否水平。如不平,可通过机器的四个脚进行调整。
机架和机板有足够的强度和刚度,机架内部装有本机的主驱动电机。机板上装有各部分传动系统,中间板由若干传动轴、支撑轴及调节轴支持,悬置在机器中央,可前后移动。这样可以按不同规格纸盒的要求进行调节。走盒链条、走产品同步带在分割器的控制下作间歇运动,走盒链条的链板间距可以根据纸盒宽进行调节
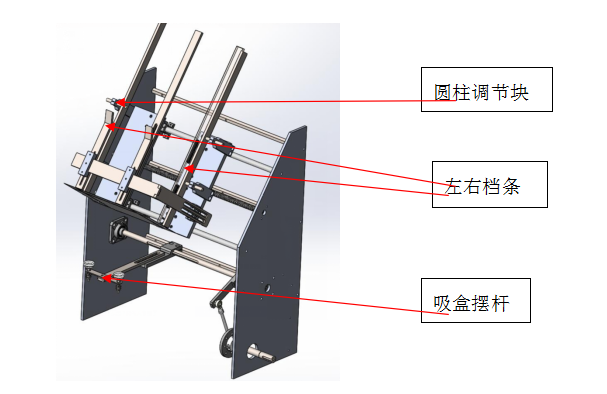
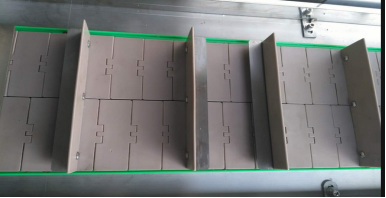
本部分由纸盒架和吸盒机构两部分组成。
用来存放纸盒,它的上档条安装在中间板上。由于中间板可以通过圆柱调节块调节移动,纸盒的左右档条均由通孔连接,可左右移动,因此,可以根据纸盒的不同规格进行调节。
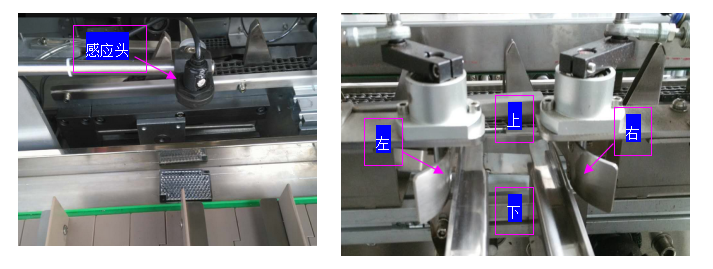
当产品经过同步带被检测开关检测到后,吸盘在真空的作用下将盒在特定的时间内吸下来放置在链条上。这时准备推料。整个吸盒机构由一套曲柄摆杆控制,因此时间分配可以按要求调整。
物料输送带用于放置产品的位置,该输送带可根据产品的大小,松开两个螺丝交叉移动,就可以对推料格进行调节。另推料格两边有档板,防止产品放歪。该输送带可以用人手放置,也可以用机器放置。
当感应到输料输送带上有产品过来,机器会自动吸盒,推 料,如果没有产品过来,机器则不会吸盒,如果有产品输送过来,机器没有纸盒,则会停机,起到保护的作用。纸盒开盒后,通过纸盒传送机构链条将纸盒送到推料 口处,将有(上、下、左、右)四处档板将盒子撑开,让产品顺利推入纸盒内,如果出现产品推不进去的情况,机器则会自动停机,起到保护机器及产品的作用。
当产品装入纸盒内,机器自动进行两边折耳及折页及插页动作。此图片的位置是调节机器长/宽/高的具体部位。

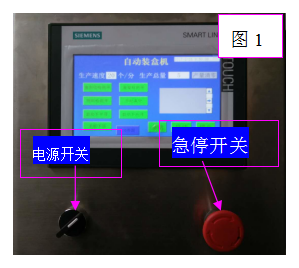
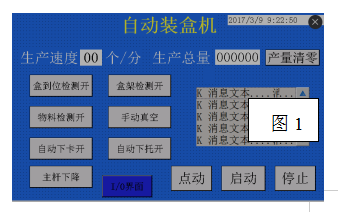
1、首先接好电源线,打开控制板面的电源开关,扭开急停开关。(如图1)
2、接通气源,气压调节在 0.6-0.8kg/cm2
3、根据包装盒子的尺寸,在机器上调节各部件的大小,具体如下面的结构图,各部位调节完毕后试运行。
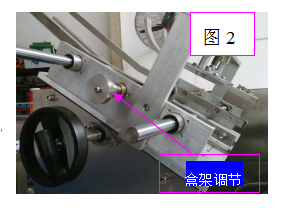
A、盒座的调节。(如图2)
将我们要调节的纸盒放到盒座上,然后把盒座的各个导向调节到靠近盒子的各个边。使盒子放稳,不跌落便可。
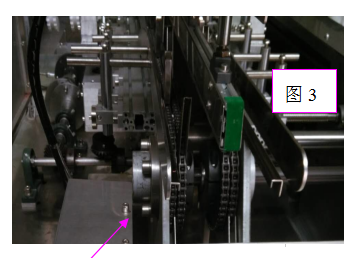
B、纸盒的长度调节。(如图3)
将折好的纸盒放在出盒的输送带。然后调节机器后面的轮,使输送带两边的宽度与盒子的长度接触便可。
C、纸盒的宽度调节。(如图5)
先松开主链条外面的两个链轮螺丝。然后放一个纸盒在链条的中间,把链条的宽度调到与盒子的宽度一样。然后把后面的链轮螺丝锁紧。

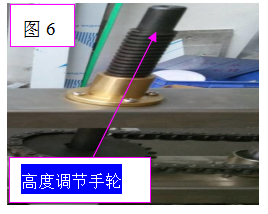
D、纸盒的高度调节。(如图6)
将上压导轨的前后两个紧固定螺丝先松开,然后转动上面的手轮使上导轨与纸盒的上面与导轨接触便可。然后将固定螺丝锁紧。
E、放料格大小调节(如图7)
拧开固定轴承螺丝,将产品放于推料板格内,左右推移挡板,直到调到合适尺寸,再锁紧螺丝。
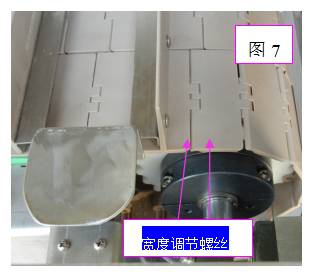
(注:此处面板有几个螺丝孔,调机时注意不要拧错螺丝。调侧面的螺丝)
点击【点击进入】按钮进入主控画面。
当机械方面出现故障时,应立即停机,以免使主传动系统及机器各部分零件受不必要的损坏,然后按照箭头所指的方向调节位于机器前面的转动轮,以便尽力找出毛病和故障所在。为了避免机器元件受到损坏,在任何情况下都不应用力转动手轮,本机机械部分发生故障的原因大多属于调节不当。下面介绍一下本机的几种常见故障,原因及排除方法。
| 序 号 | 故 障 | 故障原因 | 排除方法 |
|
1 |
主输送带不走 | 传动机构损坏 | 更换损坏部件 |
| 压缩空气气压过低 | 检查气路 | ||
| 机器未复位 | 在控制板面 | ||
| 电机过载保护 | 关掉电原重起 | ||
| 送料开关打开,但没物料 | 放上物料就可运行 | ||
|
2 |
开盒不顺畅 | 主电机停位不准 | 调整光电位置 |
| 吸嘴上升不到位 | 把盒子位置相对调低 | ||
| 真空压力过低 | 检查真空气路 | ||
| 盒座没调好 | 按照调试说明进行调试 | ||
| 纸盒压痕不够深 | 要求纸盒厂家压深 | ||
| 3 | 走盒不顺畅 | 导板没调好 | 按照调试说明进行调试 |
通过擦拭、清扫、润滑、调整等一般方法对设备进行护理,以维持和保护设备的性能和技术状况,称为设备维护保养。设备维护保养的要求主要有四项:
设备的日常维护保养,一般有日保养,周保养,月保养
日保养由设备操作工人当班进行,认真做到班前、班中注意和班后。
周保养由设备操作工人在每周末进行。
月保养由设备维修工人每月进行;
一级保养是以操作工人为主,维修工人协助,按计划对设备局部拆卸和检查,清洗规定的部位,疏通油路、管道,调整设备各部位的配合间隙,紧固设备的各个部位。一级保养所用时间为4-8h,主要目的是减少设备磨损,消除隐患、延长设备使用寿命,为完成到下次一保期间的生产任务在设备方面提供保障。
二级保养是以维修工人为主,操作工人参加来完成。二级保养列入设备的检修计划,对设备进行部分解体检查和修理,更换或修复磨损件,清洗、换油、检查修理电气部分,使设备的技术状况全面达到规定设备完好标准的要求。
| I0.0 | 原点接近 | Q0.0 | |
| I0.1 | Q0.1 | 中间压杆 | |
| I0.2 | Q0.2 | 开口电磁阀 | |
| I0.3 | 急停1 | Q0.3 | 打耳电磁阀 |
| I0.4 | 吸纸气缸到位 | Q0.4 | 上吸盒真空 |
| I0.5 | 吸纸气缸复位 | Q0.5 | 下吸盒真空 |
| I0.6 | 吸纸真空开关 | Q0.6 | 料开门电磁阀 |
| I0.7 | 下托气缸到位 | Q0.7 | 推边电磁阀 |
| I1.0 | 下托气缸复位 | Q1.0 | 下纸气缸电磁阀 |
| I1.2 | 推托气缸到位 | Q1.1 | 吸纸气缸电磁阀 |
| I1.1 | 推托气缸复位 | Q1.2 | 吸纸真空电磁阀 |
| I1.3 | 吸托真空开关 | Q1.3 | 下托气缸电磁阀 |
| I1.4 | 有纸光电 | Q1.4 | 推托气缸电磁阀 |
| I1.5 | 有料对射 | Q1.5 | 吸托真空电磁阀 |
| I1.6 | 无盒报警光电 | Q1.6 | 报警灯 |
| I1.7 | 开盒到位光电 | Q1.7 | 启动停止灯 |
| I2.0 | 推料保护接近 | ||
| I2.1 | |||
| I2.2 | 上吸盒接近 | ||
| I2.3 | 下吸盒接近 | ||
| I2.4 | 打耳接近 | ||
| I2.5 | 开口接近 | ||
| I2.6 | 上吸盒真空开关 | ||
| I2.7 | 下吸盒真空开关 |
上一篇: 自动装盒机原理图片介绍